返回首页
|
网站地图
|
联系我们
咨询服务电话(微信同号)
18012386387 / 13901516113
网站首页
企业概况
产品系列
新闻中心
生产能力
工程业绩
联系我们
18012386387 / 13901516113(微信同号)
产品系列
单臂吊机
旋转吊机
平衡重式单臂吊机
高空作业设备系列
吊运起重系列
升降平台系列
搬运系列
工业称重系列
堆高系列
油桶系列
推车及工具车系列
千斤顶拖运系列
产品系列
单臂吊机
旋转吊机
平衡重式单臂吊机
高空作业设备系列
吊运起重系列
升降平台系列
搬运系列
工业称重系列
堆高系列
油桶系列
推车及工具车系列
千斤顶拖运系列
专业 专注 诚信
电话 / 微信同号
18012386387 / 13901516113
热门新闻
· 关于旋转吊机选购建议
· 单臂吊机的主要特点概述
· 简述平衡重式单臂吊机的工作原理
· 解析旋转吊机在建筑领域的应用
· 简述单臂吊机的优势
· 浅析平衡重式单臂吊机的控制方式
搬运系列
当前位置:
首页
>
产品系列
>
搬运系列
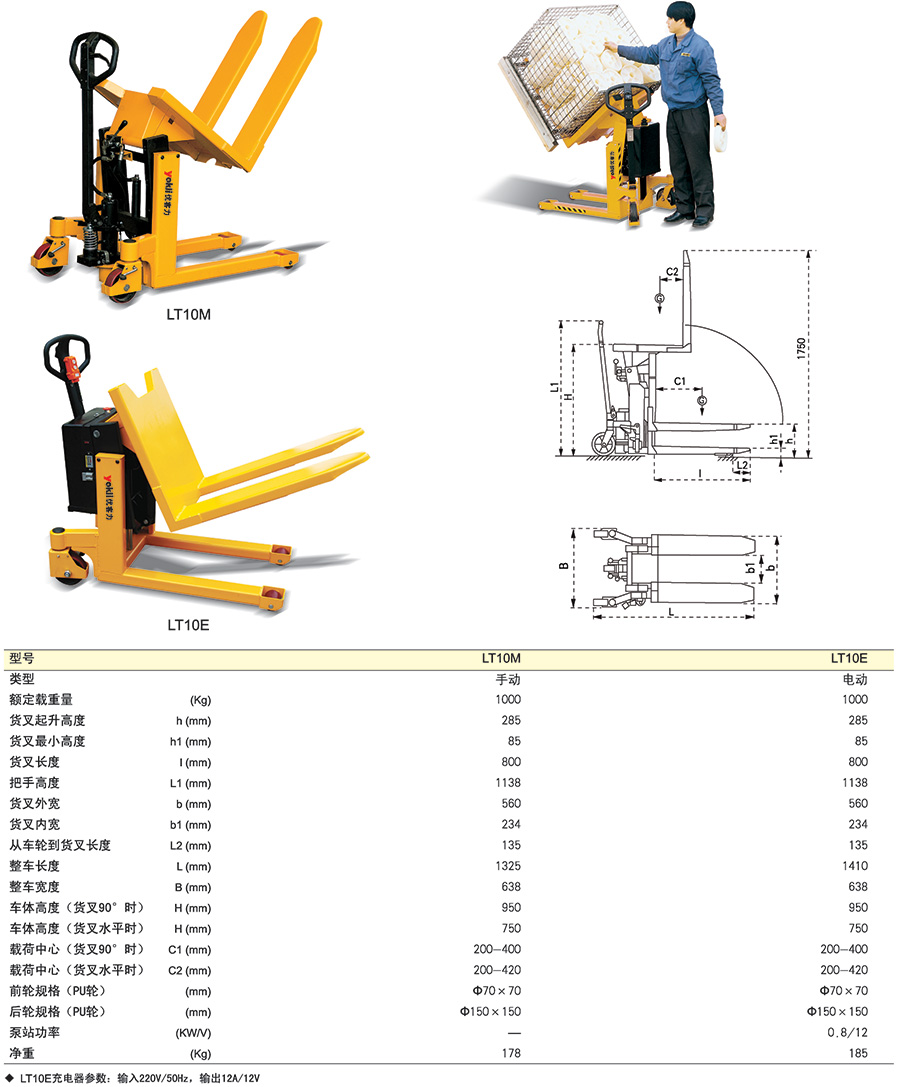
多功能工位翻转车
● 优客力多功能工位翻转车可实现搬运、倾斜、升高三种功能。
● 货叉可倾斜到90°,拿取零件物品时,方便快捷。有效减轻操作人员工作强度。
● 电动系列采用免维护启动电池。节省维护时间和成本,电力持久,带电量显示表,低电压报警灯。
● 适用于仓库、生产流水线等工作场合。
2020/05/30 08:43:41
5046 次
上一篇:
PE型电动剪式升高液压搬运(平台)车
下一篇:
半电动托盘搬运车
相关文档
Related Documents
·
关于旋转吊机选购建议
·
单臂吊机的主要特点概述
·
简述平衡重式单臂吊机的工作原理
·
解析旋转吊机在建筑领域的应用
·
简述单臂吊机的优势
·
浅析平衡重式单臂吊机的控制方式
 电话 / 微信同号
电话 / 微信同号